Chinese
Chinese English
English
- Chemical Plating Liqui��
- Environmentally friend��
- Copper surface treatme��
- Aluminum surface treat��
- Iron and steel surface��
- Tin surface treatment ��
- Zinc surface treatment��
- Nickel surface treatme��
- Industrial cleaning ag��
- Domestic cleaning agen��
- Magnesium surface trea��
- Other metal surface tr��
- Other
Tax Registration Number: 91440101552358350G
Bank:BANK OF CHINA GUANGZHOU ZENGCHENG ZHONGXIN SUB-BR
Account :705569418477
E-mail: gdyshg@163.com
Tel: 15118868698 020-87471488
Business address:The new town of Zengcheng District of Guangzhou Ctiy in Cunjing Fung pui road 30

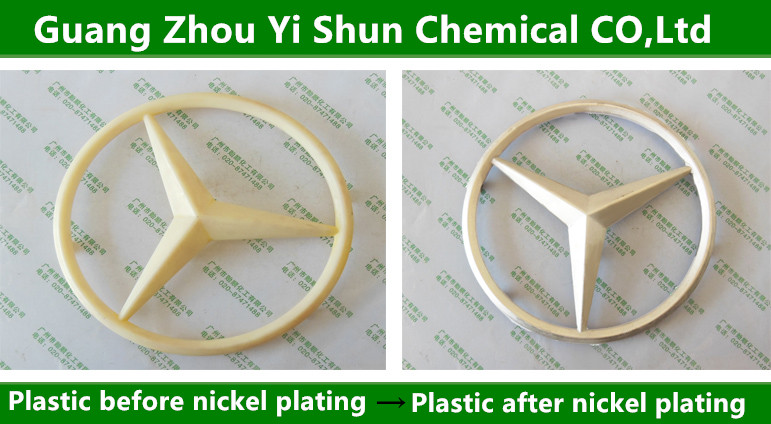
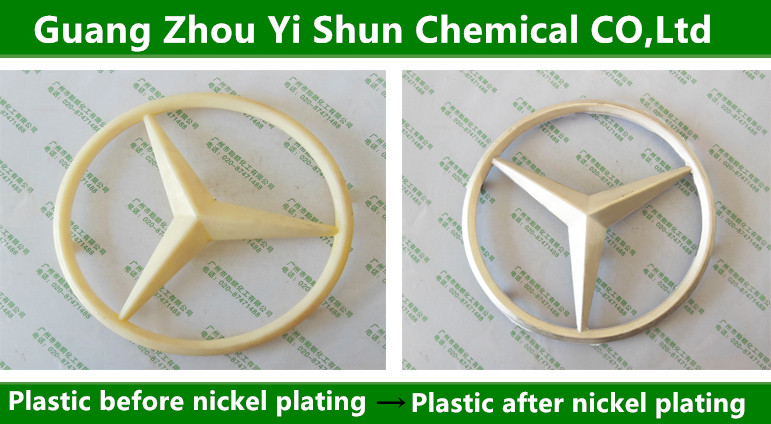
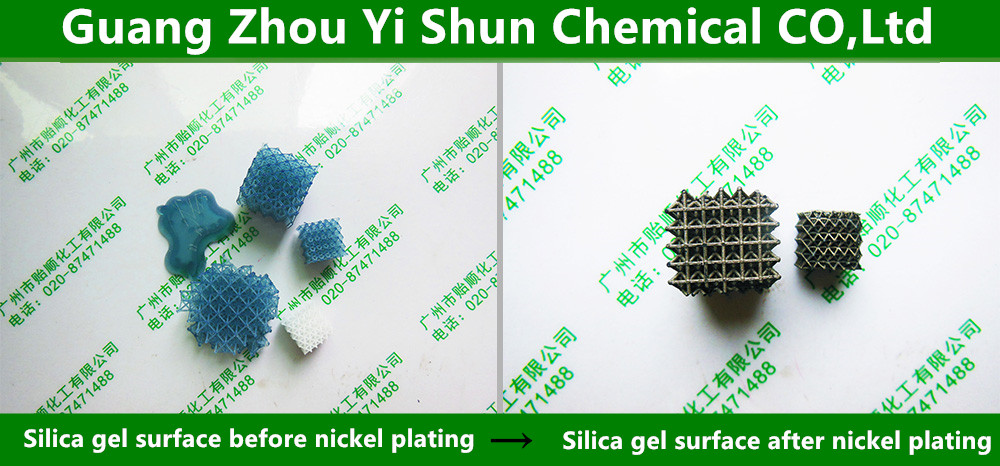
Product Name��Environment-friendly chemical nickel matte plating liquid�� chemical matte nickel ��satin nickel�� chemical nickel plating �� Photochemical Nickel Plating
Price��
environment-friendly chemical nickel matte plating liquid�� chemical matte nickel ��satin nickel�� chemical dark nickel �� chemical nickel plating �� Electroless nickel plating�� Photochemical Nickel Plating Environment-friendly chemical nickel matte plating liquid�� chemical matte nickel ��satin nickel�� chemical nickel plating �� Photochemical Nickel Plating First, the product code: Q / YS.602-4 (Yi Shun brand) Second, product features: The chemical nickel plating liquid is suitable for iron, steel, zinc alloy, zinc-treated aluminum alloy and copper alloy plated matt nickel alloy layer. This product is non-toxic, environmentally friendly. No plating equipment, just thermostat device. Plating is matte nickel-phosphorus alloy layer, excellent corrosion resistance, excellent bonding. Strong bath stability, life expectancy more than 12 cycles. This product is not only suitable for nickel plated metal surface (such as: iron, stainless steel, aluminum, copper, etc.), the same applies to non-metallic nickel plating, and does not require expensive palladium low cost. For example: ceramic nickel, glass nickel, diamond nickel, carbon nickel, plastic nickel, resin nickel and so on. Bath maintenance is simple, low cost, does not require plating equipment. (Note: 7% -11% phosphorus content) Third, the product composition: Products are make up of A agent, B agent and C three agents, A and B ratio of 1: 2 open cylinder, with A and C ratio of 1: 1 added as an intermediate supplement. Fourth, open cylinder preparation and use of agents: �� A and B agent with water with the match, with the ratio of A: B: water = 1: 2: 7. �� with pure water to clean the plating tank, and then added to the tank half the size of pure water tank. �� first B agent proportionally added to the tank stir, while stirring slowly add A agent. �� stir the bath after the test PH value, with 10% ammonia to adjust the PH value to 4.7 �� 0.2. �� add deionized water to the specified volume. �� heating bath bath temperature stable at 90 �� �� 3 ��. Fifth, the operation process: �� pre-treatment: Pre-treatment of the coating quality is essential, to make the surface of the workpiece before plating no pollution, and is in an activated state, this process are: degreasing, rust, polishing, washing. �� pickling activation: pickling activator soak the workpiece with 2-3 minutes, and then washed. �� rinse the workpiece with hot deionized water, the workpiece temperature, in order to avoid the next plating, the cold workpiece cooling bath to absorb heat and lead to stop plating. �� in accordance with the loading ratio 0.5-1.5 d�O / L hanging suspension in the bath, the control bath temperature at 90 �� �� 3 ��, the use of time> 5 minutes, depending on the thickness of the plating process, there must be Slight mechanical stirring. �� plating process should be mild light mixing, the temperature and bath evenly distributed, so as to ensure the stability of chemical nickel plating, and coating consistency. At the same time, the bath should be cyclically filtered. Filter: aperture 1-8 microns, resistant to 100 degrees Celsius, acid. �� nickel plated with hot water to be completed, if necessary, can be passivated. Sixth, the maintenance of chemical nickel plating: �� in the plating process, because of the constant consumption of ingredients, plating speed will slow down, according to the number of bubbles to add supplements A and C, according to A: C = 1: 1 added. To supplement a small amount of times. Each consumption of one gram of nickel metal, need to add A and C each 10 ml. When a large number of replenishments A and C, the first cold plating, then add A, C supplements, and stir, in order to carry out nickel plating. �� plating process, the plating solution pH value will change, fresh plating solution PH control in 4.7-4.8, with the plating solution aging, PH value will slowly rise. �� for copper and its alloy surface nickel to use clean wire or aluminum wire and copper workpiece contact plating. �� plating process to the bath often analysis test: PH value and nickel ion content. �� pre-chemical nickel plating to undergo rigorous pre-treatment, to ensure that the workpiece surface is clean and activated. �� often inspect the equipment: automatic temperature control system, circulating filtration system, timely detection and timely exclusion. �� bath loading ratio to be controlled at 0.5d�O -1.5d�O. Nickel detection method: Take 5.00ml plating solution into a 500ml flask, add 100ml of deionized water, then add 100ml of ammonia, add carbamate indicator. With 0.05mol / L of EDTA titration from orange to purple as the end point, the volume of milliliters consumed EDTA is recorded as V. Formula: Nickel (g / L) = 0.587 * V Other processing��Chemical Plating Liquid Train��Environmental degreer and rust remover��Stainless Steel Polishing Agentas��Brass Green Chemical polishing Agent��Electroless plating of real gold on copper surface��Strong oil stain removal agent��Copper��chromium and nickel stripping agent
|